江西加工中心电主轴单价多少钱 (多图)
2024-08-01 09:14:33
电主轴技术与电机变频、闭环矢量控制、交流伺服控制等技术相结合
加工中心电主轴,可以满足车削、铣削、镗削、钻削、磨削等金属切削加工的需要
电主轴。电主轴技术与电机变频、闭环矢量控制、交流伺服控制等技术相结合
加工中心电主轴,可以满足车削、铣削、镗削、钻削、磨削等金属切削加工的需要
电主轴。电主轴技术与电机变频、闭环矢量控制、交流伺服控制等技术相结合
加工中心电主轴,可以满足车削、铣削、镗削、钻削、磨削等金属切削加工的需要
电主轴。
电主轴早是用在磨床上,后来才发展到加T中心。因强大的精密机械工业不断提出要求,使电主轴的功率和品质不断得到提高。数控机床将、高精度和高柔性集为一体,同时,为了得到高生产率,提高加工精度,高速的加工技术也越来越受到业内的重视。超高速数控机床是实现超高速加工的物质基础,而高速主轴又是超高速数控机床的“”部件,它不但要求较高的速度、精度,而且要求连续输出的高转矩能力和非常宽的恒功率运行范嗣,因此,具备相应的高转速和高精度、高速精密和特性的数控机床电主轴应运而生。
电主轴的工作不仅转速高, 而且要求有很高的角减速度和角加速度、 在位置快速准停, 这就对其结构设计、 制造和控制提出了非常严格的要求并带来了一系列技术难题,如电主轴的散热、润滑及精密控制等
永磁同步电主轴。在设计中,必须妥善的 解决这些问题, 才能确保主轴的高速运转, 实现精密加工。 电主轴作为加工中心的部件 , 它将
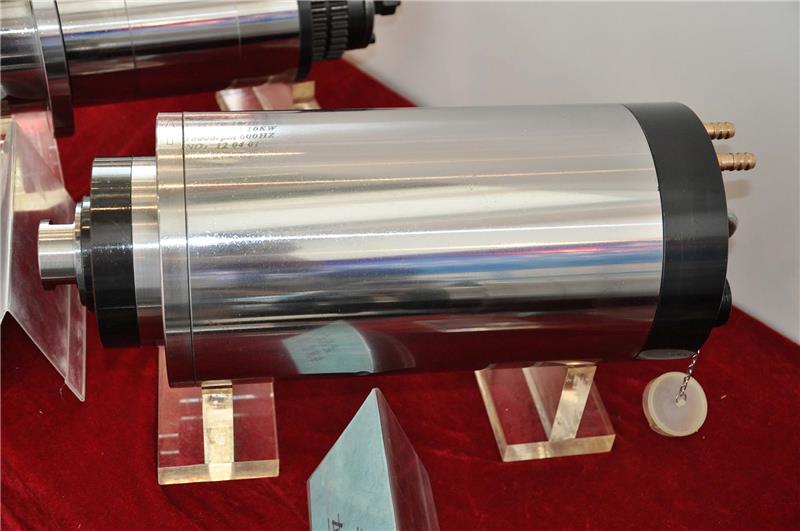
机床主轴与交流伺服电机轴合二为一 , 即将主轴电机的定子、 转子直接装入主轴组件的内部 , 并经过的动平衡校正, 具有良好的回转精度和稳定性, 形成一个的高速主轴单元, 也被称为内装式电主轴 ,其间不再使用皮带齿轮传动副 , 从而实现机床主轴系统的“零传动”,通电后转子直接带动主轴运转。

④主轴松拉刀机构试验。松、拉刀力应满足设计要求,用拉刀测试仪检测主轴拉刀力,拉刀力满足1400~1600kg的要求,松拉刀主轴轴向移动量不超过0.15mm。⑤复检主轴精度符合回转精度的要求④主轴松拉刀机构试验。松、拉刀力应满足设计要求,用拉刀测试仪检测主轴拉刀力,拉刀力满足1400~1600kg的要求,松拉刀主轴轴向移动量不超过0.15mm。⑤复检主轴精度符合回转精度的要求

电主轴由内装式电动机直接驱动,由于没有中间的其他传动环节,因此相对于具有结构紧凑、重量轻、惯性小、振动小、噪声低、响应快、精度高等优点,而且转速高、功率大,简化机械设计,易于实现主轴定位,是高速主轴单元中的一种理想结构。但是电主轴造价相对较高,日常维护要求也比较高,由于是隐藏式的驱动机构,异常的磨损和机械损伤是不容易察觉的。皮带轴主要靠皮带进行传动,传动效率相对低下,精度不高,不过结构相对简单,造价较低,容易检修维护等。

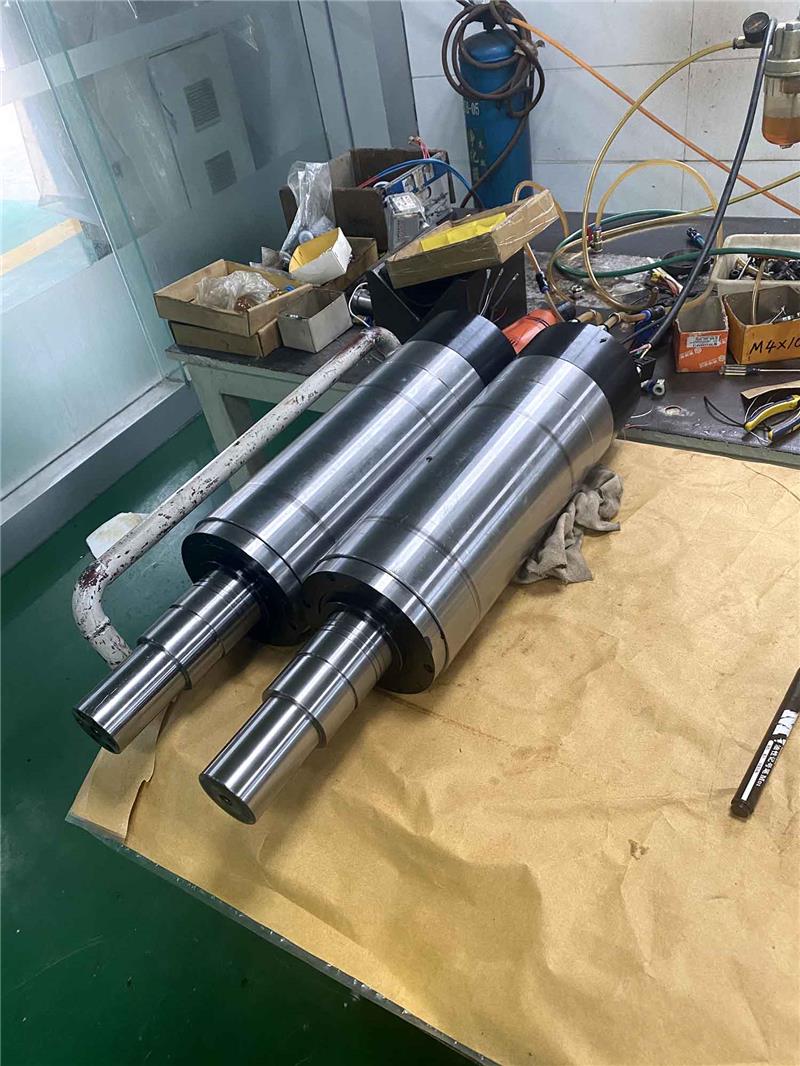
轴承要坚持清洁,不能受到沾染,免得影响运行以及减少利用寿命。而且要提示大家的是千万不能用紧缩空气吹转轴承。圆锥轴承或角接触球轴承一定留神轴承装置方向,否则达不到回转精度请求。全部装配进程采取工具,以消除装配误差,保障装配品质。当套筒内孔变形、圆度超差,或与轴承配合过松时,可采取局部电镀法进行弥补再研磨至请求,轴颈处也可采取此法。













