【走心机电主轴供应商】_机床主轴价格_走心机电主轴(联系我们)
2024-06-16 09:12:14
在数控机床中,电主轴通常采用变频调速方法走心机电主轴。目前主要有普通变频驱动和控制、矢量控制驱动器的驱动和控制以及直接转矩控制三种控制方式电主轴。
普通变频为标量驱动和控制,其驱动控制特性为恒转矩驱动,输出功率和转速成正比。普通变频控制的动态性能不够理想,在低速时控制性能不佳,输出功率不够稳定,也不具备C轴功能。但价格便宜、结构简单,一般用于磨床和普通的高速铣床等。

电主轴技术与电机变频、闭环矢量控制、交流伺服控制等技术相结合,可以满足车削、铣削、镗削、钻削、磨削等金属切削加工的需要。电主轴技术与电机变频、闭环矢量控制、交流伺服控制等技术相结合,可以满足车削、铣削、镗削、钻削、磨削等金属切削加工的需要。电主轴技术与电机变频、闭环矢量控制、交流伺服控制等技术相结合,可以满足车削、铣削、镗削、钻削、磨削等金属切削加工的需要。
由于电主轴是高速精密元件,定期维护是非常有必要的。电主轴定期维护如下:
1. 电主轴的轴向跳动一般要求为 0.002mm(2μm),每年检测 2 次
2. 电主轴内锥孔的径向跳动一般要求为 0.002mm(2μ m),每年检测 2 次
3. 电主轴芯棒远端 (250mm)径向跳动一般要求为: 0.012mm(12μm)永磁同步电主轴,每年检测 2次
4. 蝶形弹簧的涨紧力要求为: 16~27KN(以 HSK63为例) 每年检测 2 次
5. 拉刀杆松刀时伸出的距离为: 10. 5±0.1mm(以 HSK63为例) 每年检测 4 次

电主轴的使用与养护
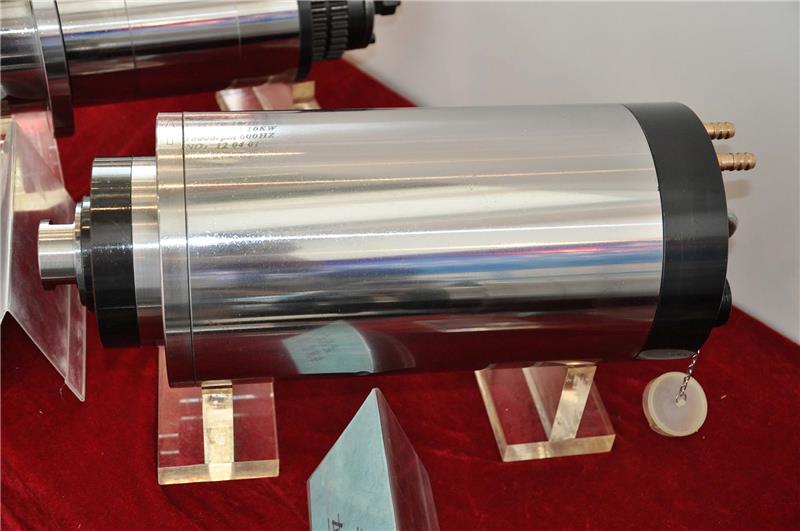
电主轴是近十年在数控机床领域出现的将机床主轴与 主轴电机 融为一体的新技术, 它是高速数控机床的“”部件, 它的性能直接决定了机床的高速加工性能。 电主轴具有结构紧凑、重量轻、惯性小、振动小、噪音低、响应快等优点,可以减少齿轮传动,简化机床外形设计,易于实现主轴定位,是高速主轴 单元中一种理想结构。

主轴轴承预紧力与机床主轴转速、刚度和载荷有关,轴承预紧力的增加可提高主轴的刚度,但轴承滚道摩擦、损耗等会产生热量。如果热量无法及时散发,则会严重影响机床精度,因此,轴承预紧力应通过测试或试验确定。根据多次反复试验,并参考国内外电主轴轴承预紧力的研究结果,确定预紧量为0.002~0.005mm。通过实测同组同向轴承内、外环高低差值,可确定内、外隔套的高低差,并通过精密配研得出,隔套两端面平行度允差为0.002mm。













