供应机床主轴_磨床电主轴工厂(认证商家)
2024-05-31 09:14:39
安装前应确认主轴电机状态正常
磨床电主轴,主要指外观无损伤
电主轴,主轴转动轻匀。用500V摇表查定子之对地绝缘电阻在100мΩ以上。主轴电机套筒外径与夹持座孔间的配合公差必须保证主轴电机之套筒能顺利滑入座孔,在任何情况下都不能使用锤子或其他工具来使主轴定位,夹紧力不宜过大,否则会造成精密轴承的钢球滚道变形,使主轴精度及寿命受到影响。夹持后要检查主轴前端锥孔定心面的跳动应不大于0.005MM,主轴回转轻匀。

1、为了更好地确保电主轴的高精密,在快速运行时只有应用转子动平衡达标数控刀片
机床主轴,开展高精密钻削时好将电主轴加热三十分钟,使其做到热稳定情况。2、新的或超过一个月没用过的电主轴,一开始运行时一定要确保低速档翻转,好开展主轴加热工作中。3、电主轴在使用历程中注意切削油应打在切削工具上,不必打在主轴轴承端盖。

电主轴所交融的技能:
高速轴承技能:电主轴一般选用复合陶瓷轴承,耐磨耐热,寿数是传统轴承的几倍;有时也选用电磁悬浮轴承或静圧轴承,内外圈不接触永磁同步电主轴,理论上寿数无次数;
高速电机技能:电主轴是电动机与主轴交融在一起的产品,电动机的转子即为主轴的旋转部分,理论上能够把电主轴看作一台高速电动机。关键技能是高速度下的动平衡;

电主轴维修的基本内容:
1.根据电主轴的损坏情况,测量静态、动态径向跳动、间隙、轴向窜动量。使用工具对电主轴进行绝缘及各传感器状态监测。
2.拆卸电主轴,清洗并测量转子摆差和磨损情况。
3.选配轴承。每组轴承的内孔及外径的一致性误差均要≤0.002~0.003mm,与套筒的内孔保持0.004~0.008mm的间隙;与主轴保持0.0025~0.005mm的间隙。在实际操作中,以双手大拇指能将轴承推入套筒的配合为好。过紧会引起轴承外环变形,轴承温升过高,过松则降低磨头的刚度。
由于电主轴将电机集成于主轴单元中,且转速很高,运转时会产生大量热量,引起电主轴温升,使电主轴的热态特性和动态特性变差,从而影响电主轴的正常工作。因此,必须采取一定措施控制电主轴的温度,使其恒定在一定值内。机床一般采取强制循环油冷却的方式对电主轴的定子及主轴轴承进行冷却,即将经过油冷却装置的冷却油强制性地在主轴定子外和主轴轴承外循环,带走主轴高速旋转产生的热量。机床另外,为了减少主轴轴承的发热,还必须对主轴轴承进行合理的润滑。
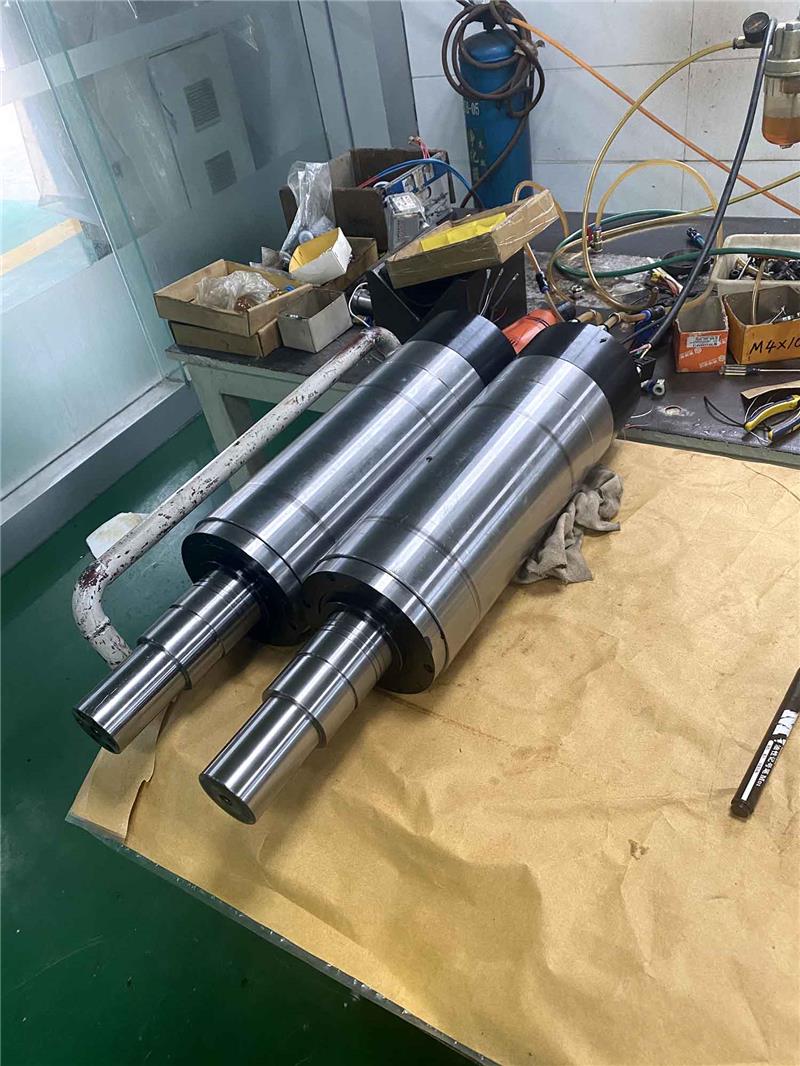
磨削电主轴由无外壳电机、主轴、轴承、主轴单元壳体、驱动模块和冷却装置等组成。电机的转子采用压配方法与主轴做成一体,主轴则由前后轴承支承。电机的定子通过冷却套安装于主轴单元的壳体中。主轴的变速由主轴驱动模块控制,而主轴单元内的温升由冷却装置限制。在主轴的后端装有测速、测角位移传感器,前端的内锥孔和端面用于安装刀具。
以上便是磨削电主轴的组成,随着现代技术的发展,人们对零部件的精度需求也逐渐增加,磨削电主轴也在不断地的升级更替,新型的磨削电主轴可以在中、高速端恒功率驱动,有效的简化机床设计,加快机床的响应速度













